| |||||
|
| |||||
FK-сверла, FK-зенковки, FK-фрезы
Характерные преимущества волокнистых материалов из арамида (AFK, Aramid = Aromatic polyamide), например КЕВЛАРА и пластмасс армированных углеволокном(CFK) и их трудная обработка противоречат друг другу. При обработке этих материалов обычным инструментом такие характеристики как шероховатость, температурное повреждение смол и деламинация (расслоение) не удовлетворяют производственников. О стойкости инструмента вообще можно было забыть. В связи с тем, что изменение состава этого композиционного материала при наличии других недостатков не возможно, изготовителям приходится искать и находить решение только в новой конструкции инструмента. Компания ГЮРИНГ готова использовать свои технические знания (ноу-хау) для того, чтобы найти экономичное решение. Сегодня мы предлагаем комплексную программу инструмента для рациональной обработки стеклопластиковых и композиционных материалов: Отличительным признаком FK-инструмента компании ГЮРИНГ является серповидное исполнение режущих кромок. Благодаря внедрению такого решения, волокна в направлении растяжения предварительно натягиваются и затем разрезаются в направлении сдвига. В результате получается чистый рез, гладкая поверхность (рис.1, 2) .
Рис. 1. Вид отверстия сверху
Рис. 2. Сечение отверстия, увеличенное под микроскопом (углепластик с однонаправленными волокнами).
FK-cверла Характеристики:
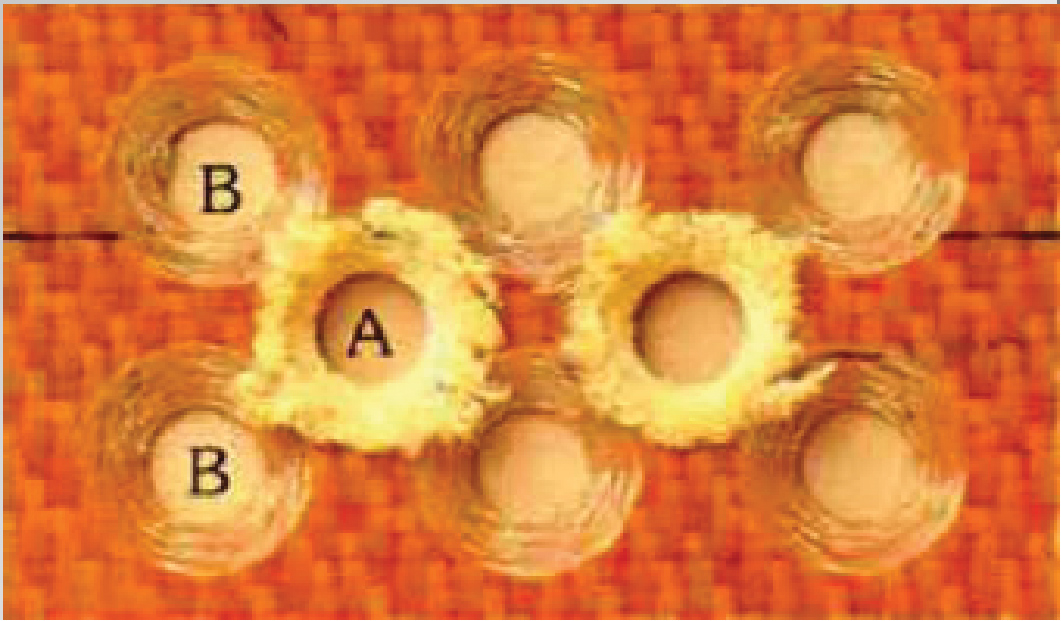
Рис. 3А. Обработка обычным инструментом.
Рис. 3В. Качество, полученное при обработке FK-инструментом ГЮРИНГ. На рисунке 3 представлены сравнительные образцы качества обработки обычным инструментом (А) и FK-инструментом ГЮРИНГ (В). Компания ГЮРИНГ предлагает и специальное решение – сверла с оптимизированной геометрией под композиционные материалы с однонаправленными волокнами. Особенностями данного исполнения являются сверхострая геометрия для эффективного резания без деламинации, скругленный переход от режущей кромки к направляющей и отверстия для подвода СОТС для снижения температуных нагрузок. FK-зенковки
Рис. 4. Зенковки.
Поставляется в 2-х вариантах:
Рис. 5. А – обработка обычным инструментом, В – качество, полученное при обработке FK-инструментом ГЮРИНГ.
На рисунке 5 представлены отверстия, обработанные обычным инструментом (рис. 5А) и обработанные FK-инструментом ГЮРИНГ.
FK-фреза
Рис. 6А. Обработка обычным инструментом, В – качество, полученное при обработке FK-инструментом ГЮРИНГ.
Рис. 6. Пример FK-фрезы производства компании ГЮРИНГ.
На рисунке 6 для сравнения можно увидеть качество обработки обычным инструментом и FK-фрезой компании ГЮРИНГ. Серия FK-инструмента компании ГЮРИНГ: FK-сверла, FK-зенковки, FK-фрезы успешно применяется на предприятиях европейских авиапроизводителей. Это далеко не все решения компании ГЮРИНГ для обработки композиционных материалов. Специалисты компании ГЮРИНГ готовы предложить не только инструмент, но и опыт по его применению в условиях российских предприятий авиационной отрасли.
ООО ГЮРИНГ Другие публикации:
| |||||
|