| |||||
|
| |||||
Формула производительности: 24 часа x 7 дней в неделю«Мы являемся Вашим субпоставщиком точных токарных и фрезерных деталей, занимаемся монтажом модулей и сваркой!» С этим очень самоуверенным заявлением выступила компания Mawatec AG, CH 2545 Зельцах, основанная в 1946 году. На швейцарском рынке компания выступает поставщиком технологических услуг с акцентом на резку. Уже в годы основания фирмы, когда она назвалась еще Max Wullimann AG (название Mawatec AG появилось в 2007 г.), компания сосредоточила свою деятельность исключительно на сегменте поставки промежуточной продукции в области точного приборостроения и высокоточного оборудования, и поэтому всегда состояла в острой конкуренции с поставщиками аналогичных услуг. Однако необходимо несколько значительных различий в конкуренции внутри страны, как и в усиливающейся иностранной конкуренции. Потому что тот, кто делает более 90% своего бизнеса на весьма требовательном швейцарском рынке, должен, вероятно, делать «немного больше…», чем просто уметь производить токарные и фрезерные детали. Доминик Леманн, генеральный директор компании Mawatec AG, заявляет: «Наше основное внимание уделяется более сложным деталям, которые мы можем производить из самых лучших материалов, обрабатываемых резанием. Неважно, будет это сталь, алюминий или специальные материалы, такие как титан, титановые, магниевые и молибденовые сплавы, а также углепластик и карбон. Мы заботимся о приобретении, как материалов, так и применении соответствующих процессов, владеем ноу-хау, станочным парком и квалифицированным персоналом. Мы сильны в небольших и средних сериях (от 50 до 500 деталей, рамочные заказы до 10 000 штук) и снабжаем наших клиентов в зависимости от их пожеланий и точно в срок». Это понятно, но стоит напомнить, что компания Mawatec с точки зрения использования новых технологий также впереди и поэтому уже более 10 лет вступила в область комплексной 5-осевой обработки. Рис. 1. Общий вид производственных систем Hermle в компании Mawatec AG, состоящей из С30 U (справа) и роботизированной системы RS2 для хранения и управления паллетами/деталями
Рис. 2. Роботизированная система RS2 со стеллажами для хранения паллет с различными по высоте зажимами заготовок; слева внизу отверстие на обратной стороне места смены заготовки Профессионалы в технологии обработки оцениваются «очень» активно... Признавая тенденцию, что за 5-осевой технологией будущее, потому что детали будут становиться все меньше и все сложнее, ответственные лица компании Mawatec под руководством директора производства Роланда Штауфенэгера начали работы по оценке оборудования. В течение года были проанализированы концепции станков и их производительность для высокоточной 5- осевой обработки.
Рис. 3. Место смены заготовки на RS2 для параллельной основному времени погрузки/выгрузки паллет; собственные паллеты фирмы Mawatec для многоразового зажима грубо нарезанных заготовок
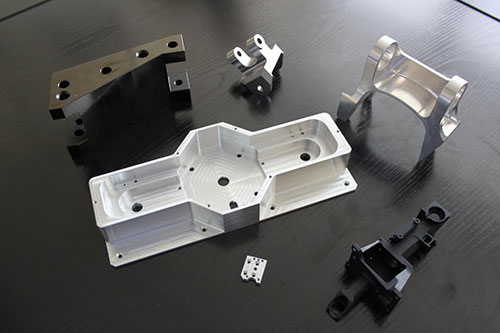
В заключении был выявлен явный фаворит – серия С компании Maschinenfabrik Berthold Hermle AG D-78559 Госхайм. Поэтому Роланд Штауфенегер сказал: «Общая концепция высокопроизводительного 5-осевого обрабатывающего центра с ЧПУ C 30 U убедила нас во всех отношениях: конструкция с тремя осями в инструменте, две оси в детали, встроенная конструкция наклонно-поворотного стола с ЧПУ, колоссальная стабильность и жесткость, отличный доступ в рабочую зону станка как спереди, так и сверху, производительность шпинделя, система управления и, не в последнюю очередь, хорошее сервисное обслуживание. Благодаря станку C 30U мы с самого начала поставили 5-осевую обработку на прочную основу». Однако, Mawatec был бы не Mawatec, если бы он не стремился к большим достижениям, чем другие. После того, как в 2005 году был установлен и успешно введен в эксплуатацию первый станок C 30 U, возник вопрос: почему станок не используется ночью. В тесном сотрудничестве с компанией Hermle, а также с компанией по разработке внешних роботизированных систем, станок был дооснащен инструментальным магазином на 119 мест, определен интерфейс и автоматизирован процесс загрузки и разгрузки детали. «И в данном случае Hermle доказала свою компетентность, всегда была готова прийти на помощь в процессе обновления и интеграции», – сказал Роланд Шауфенегер в первом резюме. На основании хорошей производительности и благодаря инновационной 5-осевой обработке компания Mawatec смогла получить новых клиентов и новые заказы. Кроме того, все больше значимых деталей обрабатывались на C 30 U, поэтому было решено инвестировать в следующий высокопроизводительный 5-осевой обрабатывающий центр с ЧПУ Hermle C 30 U. После установки нового станка в конце 2007, уже осенью 2008 года был приобретен следующий обрабатывающий центр Hermle, а именно еще один С 30 U. Рис. 4. Слева направо сотрудники компании Mawatec AG: Доминик Леманн, управляющий директор; Даниэль Габерель, техник ЧПУ и операторов; Роланд Шауфенегер, начальник производства перед системой управления HEIDENHAIN iTNC530 5-осевого высокопроизводительного обрабатывающего центра C 30 U с роботизированной системой RS2 от компании Hermle AG Автоматизация и модернизация «из одних рук» Второй поставленный станок со стандартным инструментальным магазином на 32 позиции предусматривался как универсально используемый «станок-подменщик» для запасных частей, прототипов и малых серий. Этого было достаточно для запланированного применения, однако Роланд Шауфенегер и его коллеги решили оснастить новый обрабатывающий центр C30U расширенным инструментальным магазином с общей вместимостью на 189 мест. Кроме того, были заказаны все необходимые опции и согласованы все интерфейсы, чтобы можно было в дальнейшем в любое время дооснастить станок роботизированной системой. Сказано – сделано. Все получилось спустя 18 месяцев после ввода в эксплуатацию последнего обрабатывающего центра C30U. Компания Mawatec хотела использовать хороший опыт совместной работы с компанией Hermle в решении вопросов по автоматизации в расширенном объеме потому, что Hermle с роботизированной системой RS2 для манипуляции и хранения деталей имеет комплексное программное решение и внедрение осуществляется «из одних рук». Поэтому был заказан RS2, состоящий из промышленного робота с нагрузкой до 270 кг, универсальной системы грейферов, магазина паллет со стеллажами для тяжеловесных грузов, места для загрузки и выгрузки паллет в течение основного рабочего времени, защитного кожуха рабочей зоны с входными дверями и, наконец, управляющего компьютера, осуществляющего коммуникацию между обрабатывающим центром C 30 U и роботизированной системой, а также из комплекса организации и контроля всей производственной системы. Основываясь на базовой зажимной системе паллет, компания Mawatec использовала свою собственную конструкцию паллет, которые специально приспособлены к потребностям обработки и позиционирования «шершавых» или «обработанных лазером» заготовок. Рис. 5. Фрагмент из спектра деталей, около 375 «живых» деталей изготовлены на фирме Mawatec AG из обрабатываемых резанием материалов: металл, пластмасса и композит Лучшие предпосылки для формулы 24 часа x 7дней в неделю! Управляющий директор Доминик Леманн объяснил, почему был выбран такой путь: «Мы обрабатываем и имеем в системе до 95% грубо нарезанных или не обработанных от заусенец заготовок. Благодаря нашей универсальной паллете, мы имеем возможность зажима с помощью сравнительно простых приспособлений мелких деталей 4.5 x 23 x 19 мм и вплоть до больших деталей с максимальными размерами 55 x 450 x 160 мм (толщина, ширина и высота). Только с двумя различными зажимными приспособлениями, а также только двумя грейферами можно фиксировать и обрабатывать 90% заготовок. Зажимы, а также грейферы хранятся на стеллаже и меняются роботом. Поэтому мы владеем очень высокой степенью автоматизации и стандартизации, экономя время на оснастку и на непродуктивные простои станка, и таким образом, повышая эффективность производства». В зависимости от пополнения склада заготовками, теоретически и практически возможно работать 24 часа в сутки,
Удо Хипп Другие публикации:
| |||||
|